



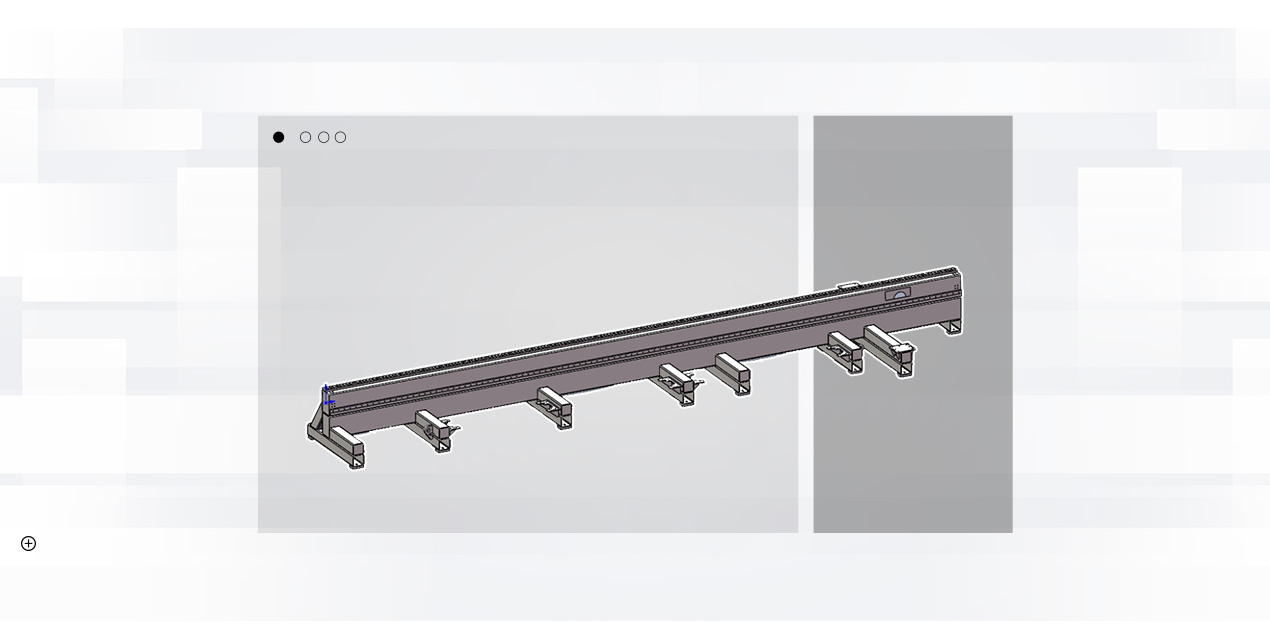
Бүйірге ілінетін құрылым бір бөліктен тұратын дәнекерленген төсек
Төсек бүйірге ілінетін құрылымды және ішкі кернеуді жою үшін күйдірілетін бір бөліктен тұратын дәнекерленген төсекті пайдаланады. Өрескел өңдеуден кейін өңдеуді аяқтамас бұрын дірілдеу қартаюы орындалады, осылайша станоктың қаттылығы мен тұрақтылығын айтарлықтай жақсартады және станоктың дәлдігін қамтамасыз етеді. Айнымалы ток серво қозғалтқышының жетегі сандық басқару жүйесімен басқарылады, ал патрон қозғалтқыш жетектерінен кейін Y бағытында өзара қозғалысты жүзеге асырады, жылдам қозғалыс пен беріліс қозғалысын жүзеге асырады. Y осі тірегі де, сызықтық бағыттаушы рельс те жоғары дәлдіктегі өнімдерден жасалған, бұл берілістің дәлдігін тиімді түрде кепілдейді; жүрістің екі ұшындағы шекті қосқыштар басқарылады және бір уақытта қатты шекті құрылғы орнатылады, бұл станоктың қозғалыс қауіпсіздігін тиімді түрде қамтамасыз етеді; станок келесімен жабдықталған: Автоматты майлау құрылғысы қозғалатын бөлшектердің жақсы жағдайда жұмыс істеуін қамтамасыз ету үшін төсектің қозғалатын бөліктеріне үнемі майлау майын қосады, бұл бағыттаушы рельстердің, берілістердің және тіректердің қызмет ету мерзімін жақсарта алады.
Алдыңғы беру құрылғысы
Алдыңғы қоректендіру құрылғысы ауа цилиндрімен басқарылатын тірек пластинасын қамтиды, ол кесілген құбыр ұзын болған кезде құбырды қолдайды және оның салбырап қалуына жол бермейді.
Дайындама кесілген кезде, көтерілген тірек цилиндрі құбырды ұстап тұру үшін тірек пластинасын тіреп, оның салбырап қалуына жол бермейді. Дайындама кесілген кезде, көтерілген тірек цилиндрлерінің барлығы жиналады, ал дайындама бос пластинаға түсіп, сақтау орнына сырғып кетеді. Цилиндрдің жұмысы жүйемен автоматты түрде басқарылады.
Алдыңғы бөлім сонымен қатар бақылау түріне және қолмен реттеу түріне бөлінеді.


Қолдау механизмдері
Төсекке екі тірек механизмі орнатылған және олардың екі түрі бар:
1. Бақылау тірегі тәуелсіз серво қозғалтқышпен басқарылады, бұл негізінен ұзын кесілген құбырлардың (кіші диаметрлі құбырлар) шамадан тыс деформациясын бақылау үшін қолдауды жүзеге асыру үшін жоғары және төмен қозғалады. Артқы патрон тиісті күйге ауысқанда, көмекші тіректі болдырмау үшін төмендетуге болады.
2. Айнымалы диаметрлі дөңгелек тіреуіші цилиндрмен көтеріліп және түсіріледі, және оны әртүрлі өлшемдегі құбырларды қолдау үшін әртүрлі масштабтық позицияларға қолмен реттеуге болады.
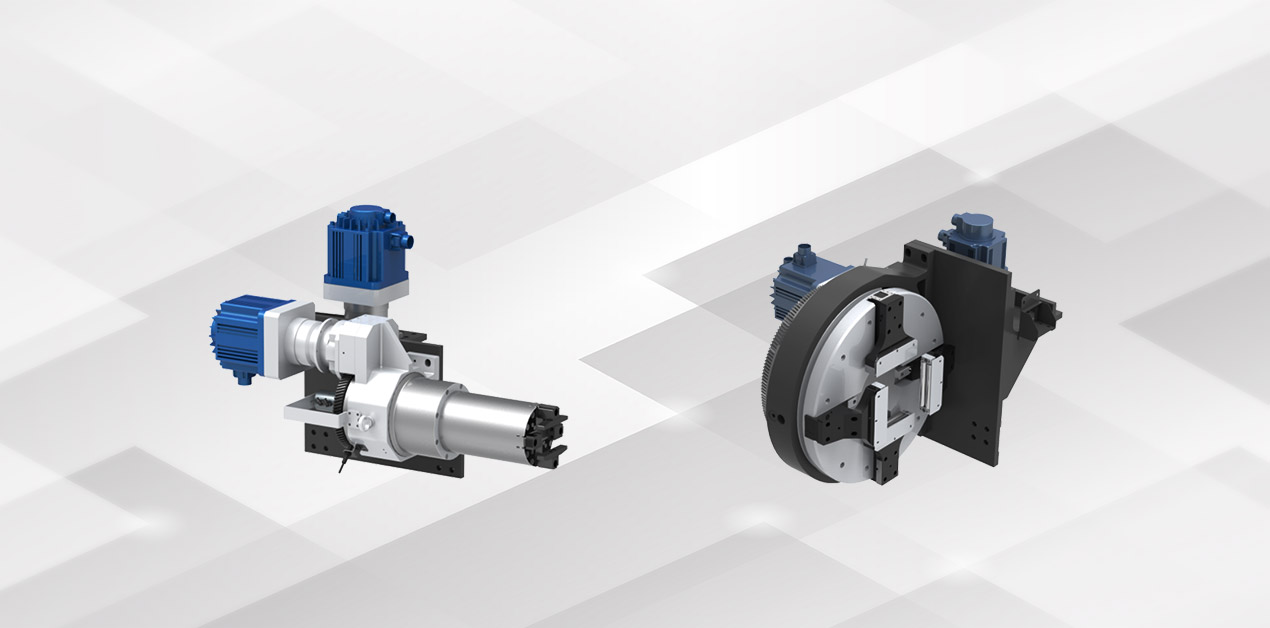
Чак-парт
Патрон алдыңғы және артқы екі пневматикалық толық тактілі патронға бөлінеді, екеуі де Y бағытында қозғала алады. Артқы патрон құбырды қысуға және беруге жауапты, ал алдыңғы патрон материалдарды қысу үшін төсектің ұшына орнатылған. Алдыңғы және артқы патрондар синхронды айналуды қамтамасыз ету үшін сәйкесінше серво қозғалтқыштармен басқарылады.
Қос патронның буын қысқышы астында қысқа құйрықты кесуге болады, ал ауыздың қысқа құйрығы 20-40 мм жетуі мүмкін, ал ұзын құйрықтың қысқа құйрығын кесуді қолдайды.
TN сериялы құбыр кескіш машинасы патронды жылжыту және болдырмау әдісін қолданады, бұл кесуді әрқашан екі патронмен жүзеге асыра алады және құбырдың тым ұзын және тұрақсыз болуына әкелмейді, ал дәлдігі жеткіліксіз.
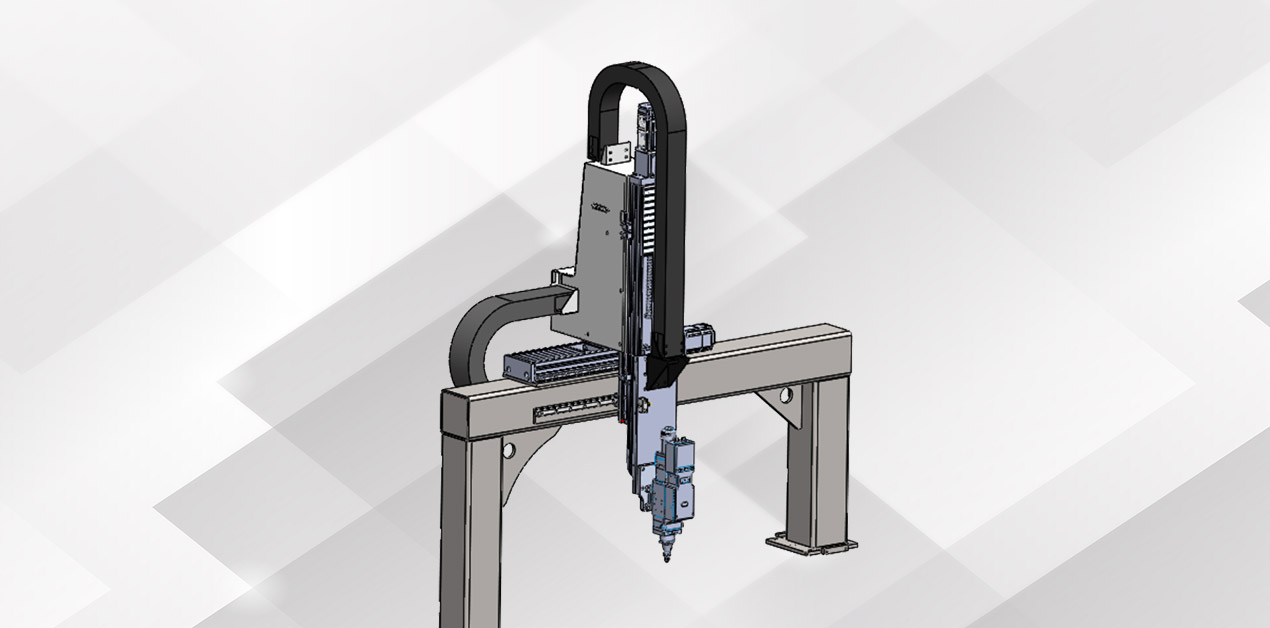
Осьтік құрылғы
X осьті құрылғының көлденең арқалығы шаршы түтік пен болат пластинаның тіркесімі арқылы дәнекерленген габаритті құрылымды қабылдайды. Габаритті компонент төсекке бекітілген, ал X осі серво қозғалтқышпен басқарылады, бұл сырғанақ пластинасының X бағытындағы өзара қозғалысын жүзеге асыру үшін тіреуіш пен тісшелерді басқарады. Қозғалыс процесінде шекті қосқыш жүйенің жұмысының қауіпсіздігін қамтамасыз ету үшін позицияны шектеу үшін жүрісті басқарады.
Сонымен қатар, X/Z осінің ішкі құрылымын қорғау және жақсырақ қорғау мен шаңды кетіру әсеріне қол жеткізу үшін өзіндік орган қақпағы бар.
Z осі құрылғысы негізінен лазер басының жоғары және төмен қозғалысын жүзеге асырады.
Z осі өзінің интерполяциялық қозғалысын орындау үшін CNC осі ретінде пайдаланылуы мүмкін, сонымен бірге оны X және Y осьтерімен байланыстыруға болады, сондай-ақ әртүрлі жағдайлардың қажеттіліктерін қанағаттандыру үшін бақылауға ауыстыруға болады.
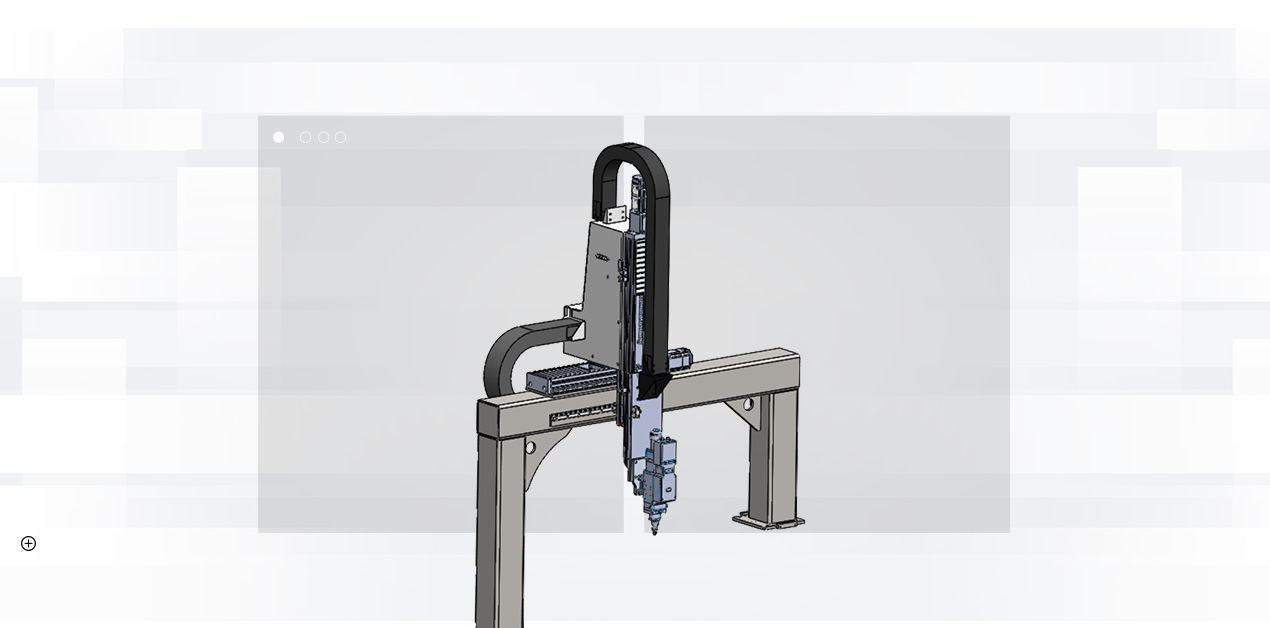
Осьтік құрылғы
X осьті құрылғының көлденең арқалығы шаршы түтік пен болат пластинаның тіркесімі арқылы дәнекерленген габаритті құрылымды қабылдайды. Габаритті компонент төсекке бекітілген, ал X осі серво қозғалтқышпен басқарылады, бұл сырғанақ пластинасының X бағытындағы өзара қозғалысын жүзеге асыру үшін тіреуіш пен тісшелерді басқарады. Қозғалыс процесінде шекті қосқыш жүйенің жұмысының қауіпсіздігін қамтамасыз ету үшін позицияны шектеу үшін жүрісті басқарады.
Сонымен қатар, X/Z осінің ішкі құрылымын қорғау және жақсырақ қорғау мен шаңды кетіру әсеріне қол жеткізу үшін өзіндік орган қақпағы бар.
Z осі құрылғысы негізінен лазер басының жоғары және төмен қозғалысын жүзеге асырады.
Z осі өзінің интерполяциялық қозғалысын орындау үшін CNC осі ретінде пайдаланылуы мүмкін, сонымен бірге оны X және Y осьтерімен байланыстыруға болады, сондай-ақ әртүрлі жағдайлардың қажеттіліктерін қанағаттандыру үшін бақылауға ауыстыруға болады.
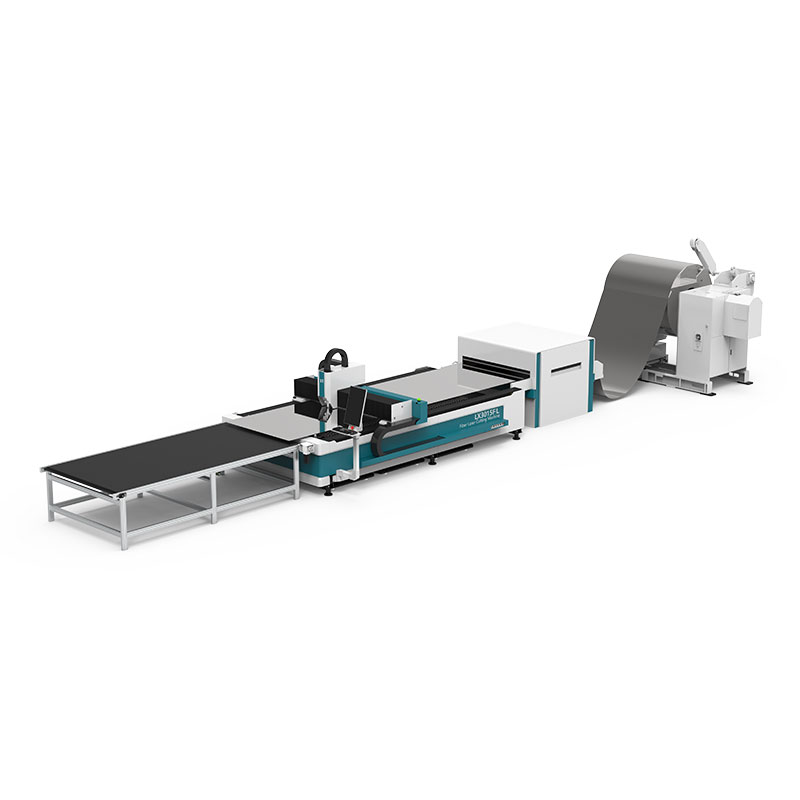
LX62TN талшықты лазерлік кескіш металл құбырлы машина темір тот баспайтын болаттан жасалған көміртекті болатты қолдануға арналған
Өтінім материалдары:
Талшықты лазерлік металл кесу машинасы тот баспайтын болат құбыр, жұмсақ болат құбыр, көміртекті болат құбыр, қорытпалы болат құбыр, серіппелі болат құбыр, темір құбыр, мырышталған болат құбыр, алюминий құбыр, мыс құбыр, жез құбыр, қола құбыр, титан құбыры, металл құбыр, металл құбыр және т.б. сияқты металл кесуге жарамды.
Қолдану салалары:
Талшықты лазерлік кесу машиналары билбордтар, жарнамалар, белгілер, белгілер, металл әріптер, жарықдиодты әріптер, ас үй бұйымдары, жарнамалық хаттар, құбырларды металл өңдеу, металл компоненттері мен бөлшектері, темір бұйымдар, шасси, сөрелер мен шкафтарды өңдеу, металл бұйымдар, металл көркем бұйымдар, лифт панельдерін кесу, жабдықтар, авто бөлшектер, көзілдірік жақтаулары, электронды бөлшектер, атау тақтайшалары және т.б. өндірісінде кеңінен қолданылады.

-

LX9060QF төмен бағамен талғампаз ықшам талшықты лазер...
-

LX612TNA Жаңа жартылай автоматты жүктеу жоғары жылдамдықты ...
-

LX3015D CNC металл пластиналы талшықты лазерлік кесу машинасы ...
-

LX3015FCT Жаңа бір платформалы талшықты лазерлік кескіш ...
-
3015FL CNC толығымен автоматты құрастыру желісінің катушкалары ...
-

LX3015F ең жақсы парақ металл CNC талшықты лазерлік кесу ...











